
Advancements in Single-Pass Bore Finishing - Systems Approach (pag. 3 of 10)
|
Advancements
Manufacturers are continually pushing the envelope in regards to what can be accomplished with the singlepass Processo. Improved tool, fixture, and machine designs have allowed for increased production rates as well as improved bore precision. The following are some of the latest advancements that have been made.Blind bore:
As illustrated in the following case histories, blind bores are now being successfully finished with the singlepass Processo. The term blind bore
is used whenever one end of the bore has a clearance restriction that will not allow much of the finishing tool to pass through. In some cases,
components have been successfully finished without any clearance at all. (Bore clearance is the distance from the lowest part of the bore to be finished,
to a restriction that does not allow the finishing tool to pass).
|
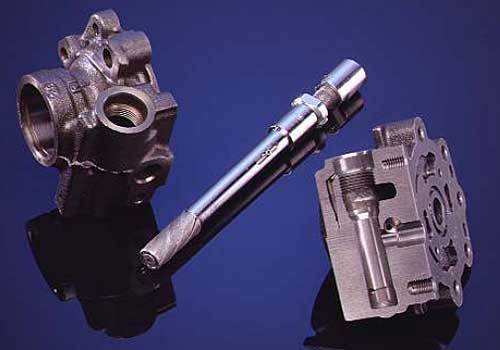 Power steering pump with single-pass tool |
Case History #2 (Power Steering Pump)
| Diameter: | 14mm | Length/Clearance: | 40mm/8mm |
| Material: | Cast Iron | Hardness: | |
| Bore Type: | Blind | Stock Removal: | 0.050mm |
| Tool Pass #1: | 13.998mm | Diamond Size: | 100/120 |
| Tool Pass #2: | 14.002mm | Diamond Size: | 140/170 |
| Tool Pass #3: | 14.005mm | Diamond Size: | 200/230 |
| Tool Pass #4: | 14.007mm | Diamond Size: | 324/400 |
| Tool Pass #5: | 14.009mm | Diamond Size: | 324/400 |
| Tool Pass #6: | Brush |
| Bore Quality | Required | Achieved |
| Size: | .012mm | 0.003mm |
| Roundness: | .005mm | .001mm |
| Straightness: | .005mm | .002mm |
| Surface Finish: | 1.6Rz | 1.4Rz |
| Machine Type: | Engis Model # 9410-16 (6 Spindle Machine) |
| Coolant: | Engis SP2240 Levigatura Oil |
| Production: | 157 Parts Per Hour |